Оборудование для наплавки
Назначение оборудования:
-восстановление утраченной геометрии детали или придание ей новой формы;
-образование поверхностного слоя с заданными физико-механическими свойствами (такими как повышенная твердость, износостойкость, антифрикционность, коррозионная стойкость, жаростойкость и пр.);
-упрочнение наплавкой.
Компания Zhengzhou Yueda Technology Equipment Co., Ltd производит как универсальные, так и специальные установки для наплавки.

Самый распространенный способ, применяемой наплавки в заказываемом оборудовании, это автоматическая наплавка под слоем флюса электродной проволокой и ленточным электродом, и наплавка в среде защитных газов.
Выбор в пользу того или иного вида оборудования тесно связан с производственными задачами решать которые этому оборудованию придется. В настоящие время компанией разработаны несколько линеек различного по производительности, методу наплавки и размерам оборудования.
Кроме этого инженеры компании готовы предложить решение по производству не серийного оборудования под специальные задачи, если такие задачи требуются вашей компании.
Оборудование может комплектоваться большим количеством дополнительных опций:
-Системой охлаждения наплавляемой детали;
-ЧПУ;
-Системой видео слежения за процессом наплавки;
-Специальные, согласно ТЗ заказчика.
Наплавка внутренний поверхности труб и емкостей:
Линейка оборудования очень широкая, от небольших установок до установок наплавки труб большого диаметра.
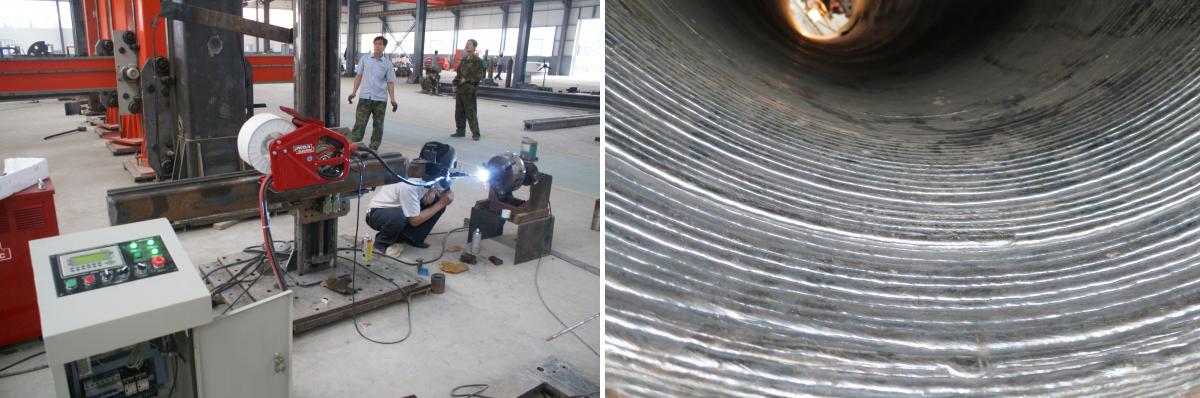
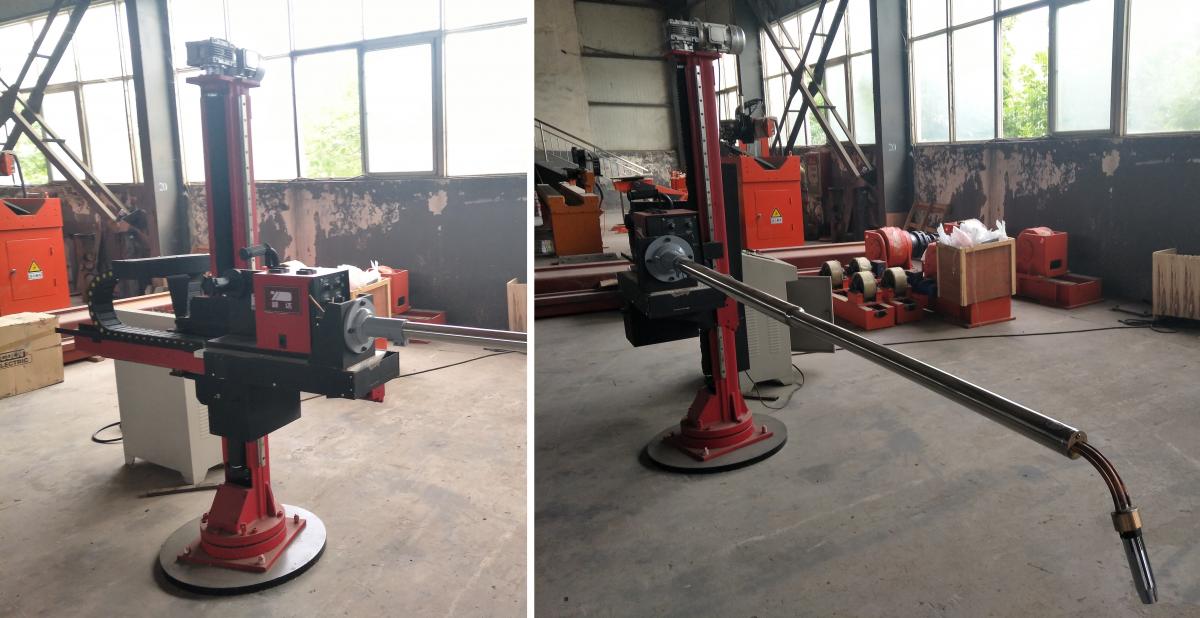


Промышленные установки для наплавки внутренних стенок емкостей большого объема
Оборудование производится на заказ. Как правило это установки на базе сварочных или роликовых вращателей (позиционеров) и сварочных колонн, что является серийной продукцией компании Zhengzhou Yueda Technology Equipment Co., Ltd, по этому сроки производства такого оборудования предельно малы и составляют в среднем 30 дней.

Установка с ЧПУ, с двумя наплавочными головками в среде инертных газов.

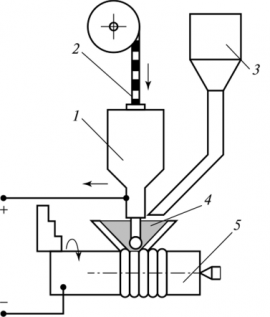
Наплавочная головка; 2 — электродная проволока; 3 — бункер; 4 — флюс; 5 — деталь
Наплавка под флюсом обеспечивает: легирование металла через проволоку и флюс с получением покрытия, равномерного по химическому составу и свойствам; защиту сварочной дуги и ванны жидкого металла от окисления воздухом; выделение растворенных газов и шлаковых включений из сварочной ванны в результате медленной кристаллизации жидкого металла под флюсом; возможность повышения производительности труда в 6—8 раз за счет увеличения скорости сварки (из-за повышенных сварочных токов).
Кроме того, это наименее энергоемкий и экономичный в части электродного материала способ наплавки, позволяющий получить слой наплавленного металла большой толщины (1,5—5 мм и более).
К недостаткам способа следует отнести значительный нагрев детали, для компенсации этого недостатка инженерами компании Zhengzhou Yueda Technology Equipment Co., Ltd, при необходимости предусмотрена система воздушного или водяного охлаждения детали.
В компании разработана целая линейка установок для наплавки цилиндрических поверхностей под флюсом:
С двумя и тремя наплавочными головками

Наплавка прокатных валков. На фото видно автоматическую систему рекуперации флюса.

С четырьмя наплавочными головками


С шестью наплавочными головками

Специальное промышленное оборудование для наплавки поверхностей объемных деталей
Оборудование производится на заказ. Как правило это установки на базе сварочных или роликовых вращателей (позиционеров) и сварочных колонн, что является серийной продукцией компании Zhengzhou Yueda Technology Equipment Co., Ltd, сроки производства такого оборудования предельно малы и составляют в среднем 30 дней.

Наплавка плоских поверхностей:

Специальная производственная линия по наплавки уплотнений запорной арматуры (затвор дисковый поворотный)
Оборудование разработанное и произведенное для фабрики по производству дисковых, поворотных затворов большого диаметра. Предназначено для наплавки уплотнительной поверхности корпуса затвора и его диска.
На фото: Наплавка диска затвора.

Оборудование состоит из тандема сварочного позиционера и сварочной колонны, наплавка происходит в среде инертных газов.
На фото: Наплавка корпуса затвора.
